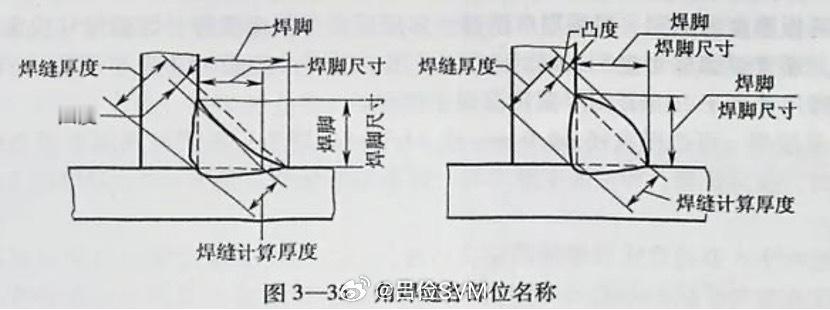
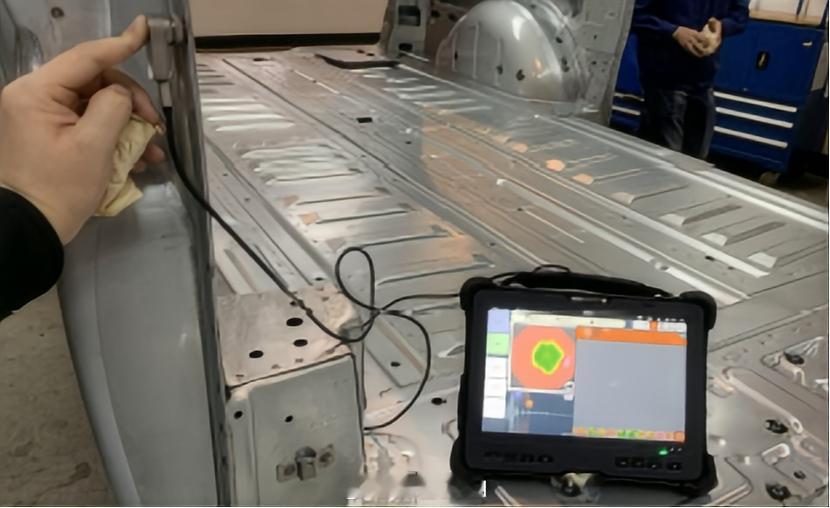
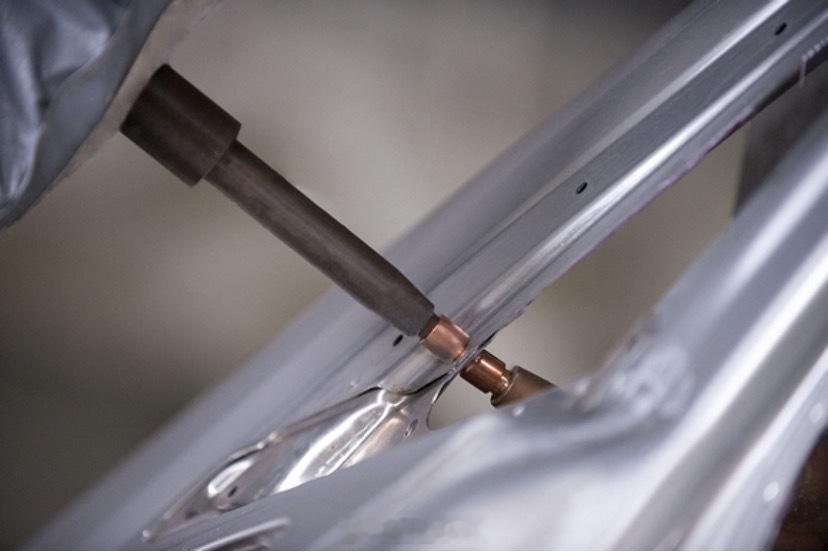
吕俭的汽车科普圈 今天聊聊是不是汽车电阻点焊没有一体成型的好。今天聊这个,是因为有个网友的观点值得讨论。他是这么说的:“我是做建材检测的,看你们车评测常会说车哪个位置焊接/点焊什么的,比一体式要差,我们做建材检测的时候,对于焊接是要求焊必须大于母材强度的,就是说两钢筋电焊在一起,拉伸的时候必须是断钢筋母材,而不是断于电焊处,你们车的研发我不清楚,但是按照我对建材的理解点焊没有一体式的好是很片面的。”我觉得这位网友的评论很精准,确实是这样。我来给大家解释下。首先什么是电阻点焊、一体成型呢?工件完成焊接后,电阻点焊的焊点能达到原子间结合、形成永久性连接。具体原理是:它将被焊工件压紧于两电极之间,并通以电流,利用电流流经工件有限接触面,以及邻近区域产生的电阻热将其加热到熔化而形成扁球形的焊核,达到金属结合的一种方法。一体成型就不用多介绍了,比如一体压铸就是这几年大火的一体成型工艺。原则上来说,电阻点焊通过电流加热和压力作用形成焊点,若工艺参数,比如电流、压力、时间控制得当,焊点区域的强会高于母材。所以在静载荷的拉伸测试下,焊接接头试样的失效通常发生在金属板上,而非焊缝本身。那是不是说,我们过去的讨论都有错误呢?我认为也不能这么说。首先一点,焊接工艺对焊接质量的影响很大。比如设计焊缝尺寸时,要遵循一个通用原则——角焊缝的尺寸应设计为被焊金属板厚度的75%,以确保金属板的整体强度得到增强。采用此方法,若在厚度为12.5mm的金属板上焊接尺寸为9.5mm的角焊缝,其强度将超越母材金属。另外,焊接过程如果把控不严,还很容易出现缺陷。虚焊、烧穿、裂纹、边缘焊点、压痕过深、扭曲、位置偏差、漏焊,这些是很普遍的问题。你可能说了,车企能不监控焊点质量?确实车企会很重视这些问题。比如有产线上的点检、按一定周期的破检,线下的抽检(超声波检测)等等。但由于焊点数量多,一台车上的焊点数有好几千个,其实依然容易有疏漏。再来了,焊点的布局也会直接影响整体效果。比如部分采用点焊处理的吸能盒,一定范围内增加焊点数量,可以提高吸能盒轴向吸能能力。一般来说,直线段的焊点间距在70mm左右,非直线处一般在35-50mm,需要保证焊接强度的地方焊接间距会比较近。三层焊点比两层焊点的间距稍远一点。我记得以前丰田以前宣传MPV Sienta时,还提到了他们采用了比平常更短的焊点间距设计,在后门开口部以及左右滑动门开口部的结构件上,将点焊的焊点重点布局在四角位置,这么干提升了车身的抗扭刚性。但这些问题如果采用一体成型,其实就不存在担心了。当然,一体成型本身也有技术短板。特别是大尺寸一体成型部件的良品率是不太理想的。但这是另一个维度的讨论了。总之,汽车电阻点焊没有一体成型的好,这个观点肯定不正确。不然电阻点焊不会成为汽车制造中最为重要且使用普遍的工艺环节,甚至可以说没有之一。